Ceratizit - инструмент для фрезерования 2016
для размещения заказа - info@ceratizit.su
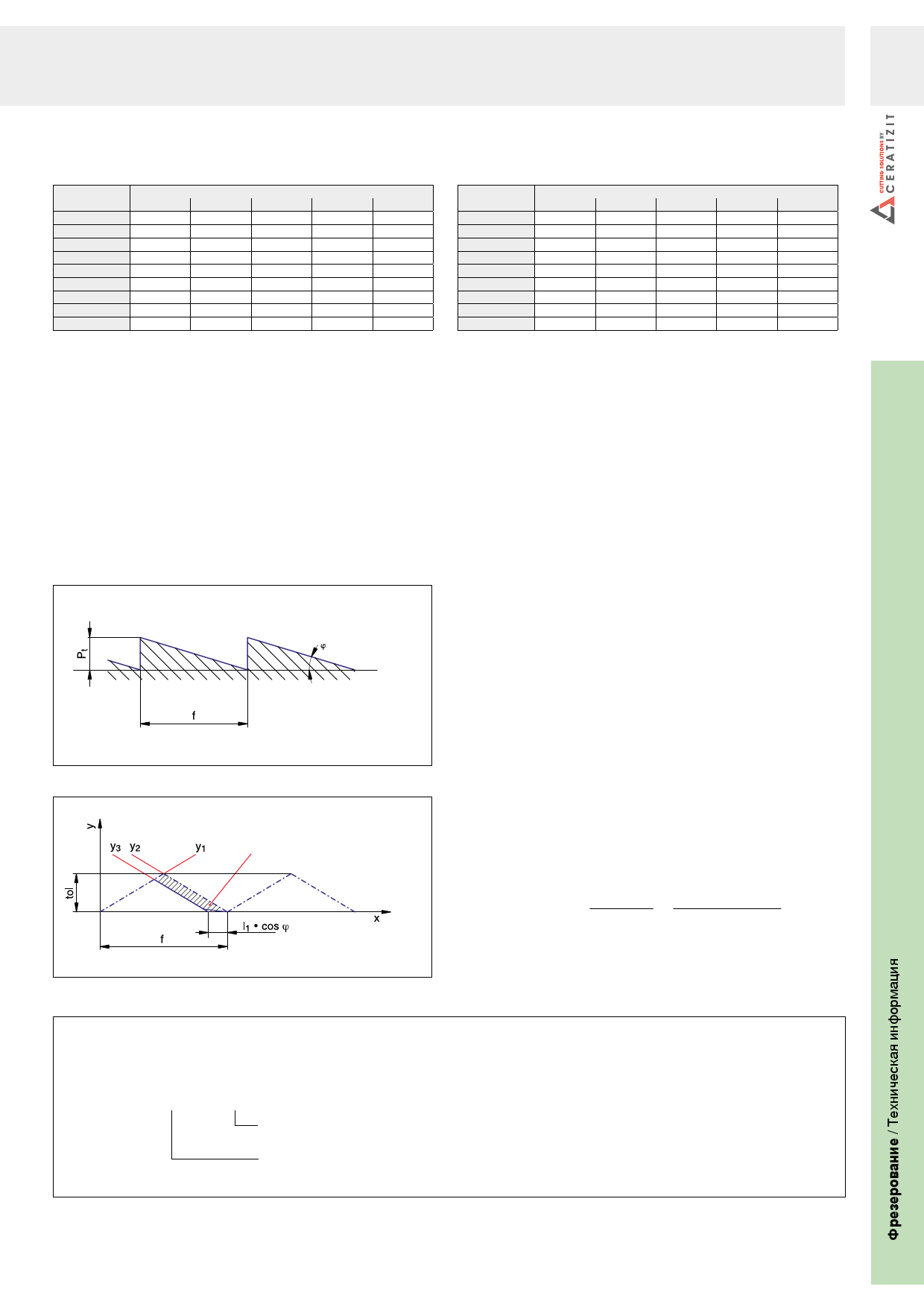
Чистота поверхности
B242
Максимальная глубина профиля Pt
f [mm]
0,3
0,45
0,6
0,75
1,0
1,5
2,0
2,5
3,0
l1 [mm]
1,0 1,4 1,6 2,5
0,5 0,5 0,5 0,5
0,8 0,8 0,8 0,8
1,0 1,0 1,0 1,0
1,3 1,3 1,3 1,3
1,7 1,7 1,7 1,7
20,0 5,0 2,7 2,7
30,0 19,0 13,0
4,0
37,0 27,0 23,0
6,4
40,0 33,0 29,0 12,0
9,0
0,5
0,8
1,0
1,3
1,7
2,7
4,0
4,4
5,0
Пример расчета:
Тип фрезы:
Вставка:
Диаметр фрезы d1:
Количество зубьев z:
Подача на зуб fz:
Подача на оборот f:
Длина фаски l1:
A260.12.R.07/018
SPKW 1504AE
125 мм
7
0.125 мм
0.875 мм
2.5 мм
f = fz • z = 0,125 • 7 = 0.875 мм
Максимальная глубина профиля Pt 1.6 µм
Режущая кромка
f [mm]
3,5
5,0
7,5
12,0
20,0
30,0
40,0
50,0
60,0
l1 [mm]
1,0 1,4 1,6 2,5 9,0
44,0 37,0 34,0 19,0
6,0
49,0 44,0 42,0 32,0
8,7
53,0 50,0 48,0 42,0 13,0
56,0 54,0 53,0 50,0 23,0
58,0 57,0 56,0 55,0 41,0
59,0 58,0 58,0 57,0 50,0
59,0 59,0 59,0 58,0 54,0
59,0 59,0 59,0 59,0 57,0
60,0 60,0 60,0 59,0 60,0
f < l1:
Профиль, образованный ближайшей к оси фрезы
режущей кромкой.
Обрабатываемая поверх-
ность
(плоскость подачи)
Pt = f · tan(j)
Пересечение
f > l1:
Несколько режущих кромок образовывают поверхность
( )Pt = tol + l1
sin j
z
- cos j · tol
f
Например:
tol осевое отклонение фрезы (0.04 мм) + адаптера (0.02 mm) = 0.06 mm ( 6’ oder 0.1°)
Т.е.:
Pt [µм] tol* = 0.04 мм + 0.02 мм
Инструмент
Зажим инструмента
*) В большинстве случаев уменьшение осевых
отклонений дает хороший результат. Значение 0.06
мм обеспечивает удовлетворительное качество
поверхности. Чем точнее отрегулированы вставки,
тем выше качество поверхности.
info@ceratizit.su
www.ceratizit.su