Ceratizit - полный каталог 2016. Дополнение 1 EN
для размещения заказа - info@ceratizit.su
Technical information
F62
Application of deep hole twist drills 16x and greater
Please note:
Under unfavourable application conditions, starting from drilling depth 30x the swarf must be removed every 3x.
The movement to evacuate the swarf (retraction) should take place at the depth of the pilot hole.
When the drill exits, and also when through holes are produced in transverse holes the feed rate has to be reduced by 50%
due to the risk of edge chipping.
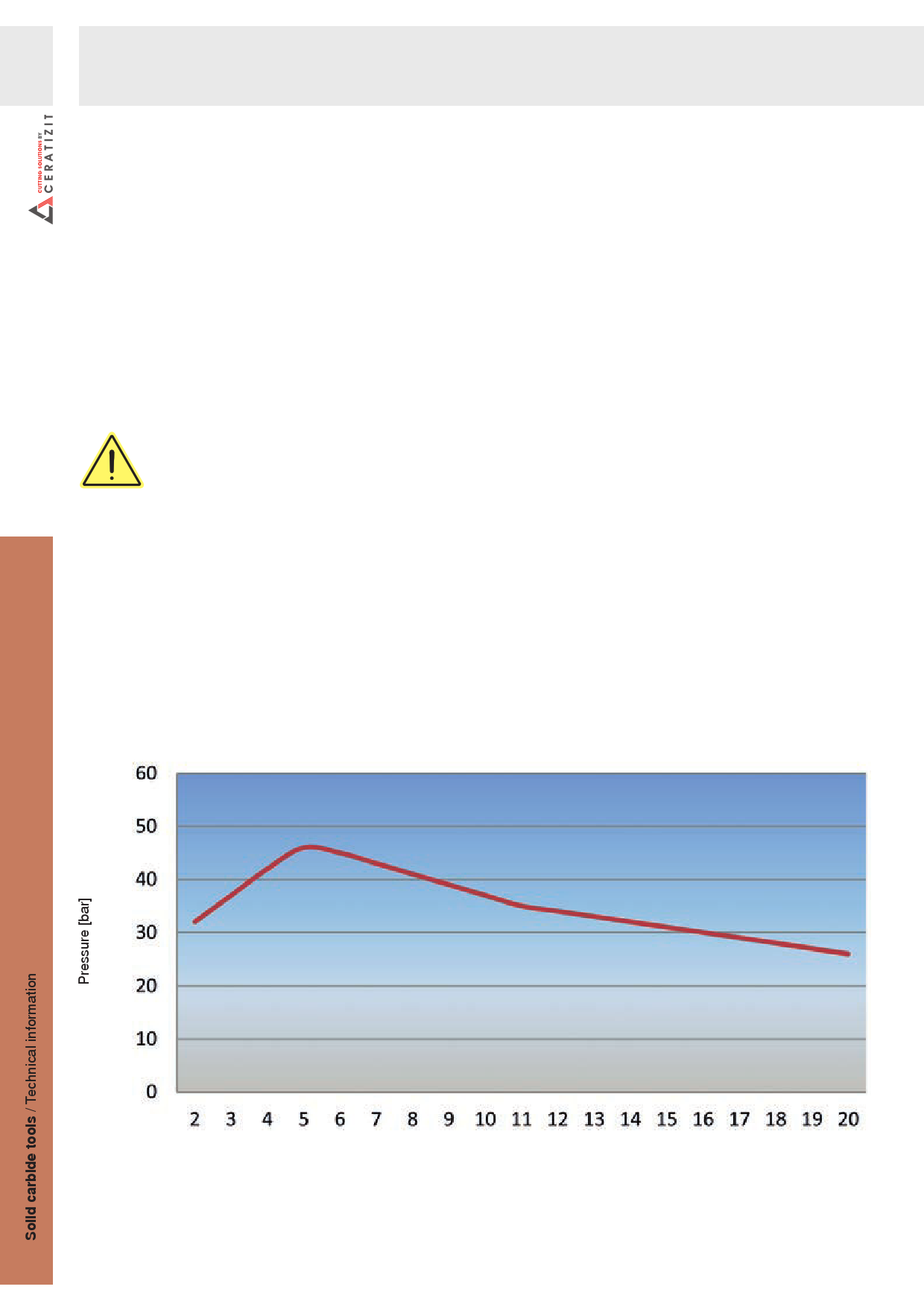
The recommended coolant pressure can be seen in the diagram of the coolant pressure recommendations (see below).
CAUTION: please ensure that deep hole drills are not moved freely at maximum revolution numbers in the
machine.
Coolant pressure
The coolant pressure always depends on the machine as every machine has a different cooling system and therefore also
shows different leakage. The recommended values are particularly adapted to our tools and their application fields. For our
deep hole twist drills, for example, the coolant volume for steel was determined as the tools were particularly designed for this
material. Should you drill other materials, the indicated coolant volume is still more than sufficient, as steel and in particular deep
hole drills require the largest volume and thus the recommendation can be used in general for all drills.
Tool diameter [mm]
info@ceratizit.su
www.ceratizit.su