Ceratizit - полный каталог инструмента 2016 EN
для размещения заказа - info@ceratizit.su
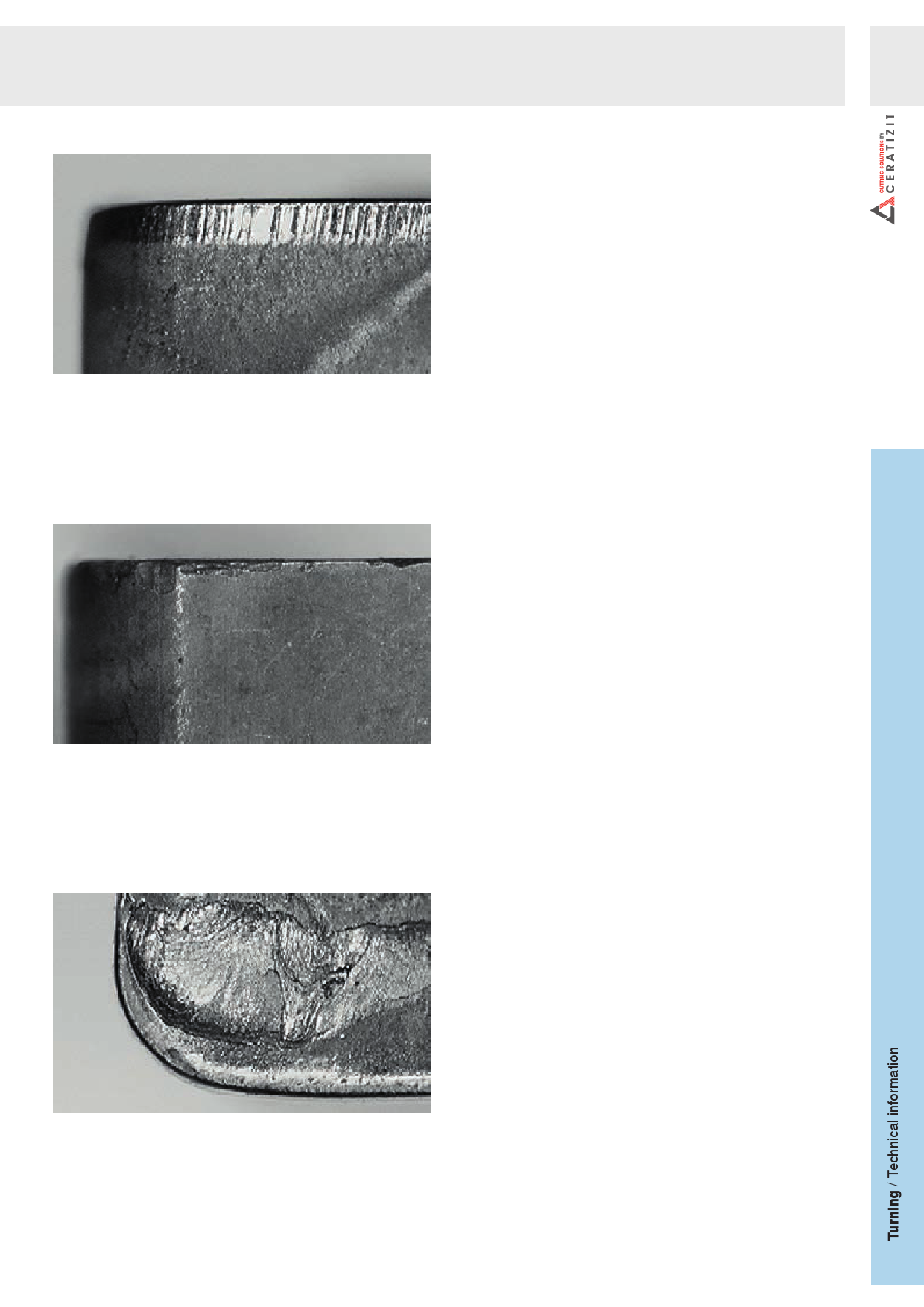
Types of wear
A274
Abrasion on flank, normal wear after a certain machining time.
Flank wear
Reasons
Cutting speed too high
Carbide grade with insufficient wear resistance
Incorrect feed rate
Remedies
Reduce cutting speed
Select more wear resistant carbide grade
Adapt feed rate to cutting speed and cutting depth
(increase feed rate)
Through excessive mechanical stress at the cutting edge fracture and chipping
can occur.
Edge chipping
Reasons
Grade with too high wear resistance
Vibration
Feed rate too high or excessive cutting depth
Interrupted cut
Swarf damage
Remedies
Use tougher grade
Use negative cutting edge geometry with chip groove
Increase stability (tool, work piece)
The hot chip which is being evacuated causes cratering at the rake face of the
cutting edge.
Cratering
Reasons
Cutting speed and / or feed rate too high
Rake angle too shallow
Grade with low wear resistance
Insufficient coolant supply
Remedies
Reduce cutting speed and / or feed rate
Increase coolant quantity and / or pressure, optimise
coolant supply
Use grade with higher resistance to cratering
info@ceratizit.su
www.ceratizit.su