CERATIZIT - инструмент для обработки камня 2016 EN
для размещения заказа - info@ceratizit.su
INTRODUCTION
8
CARBIDE – PRODUCTION
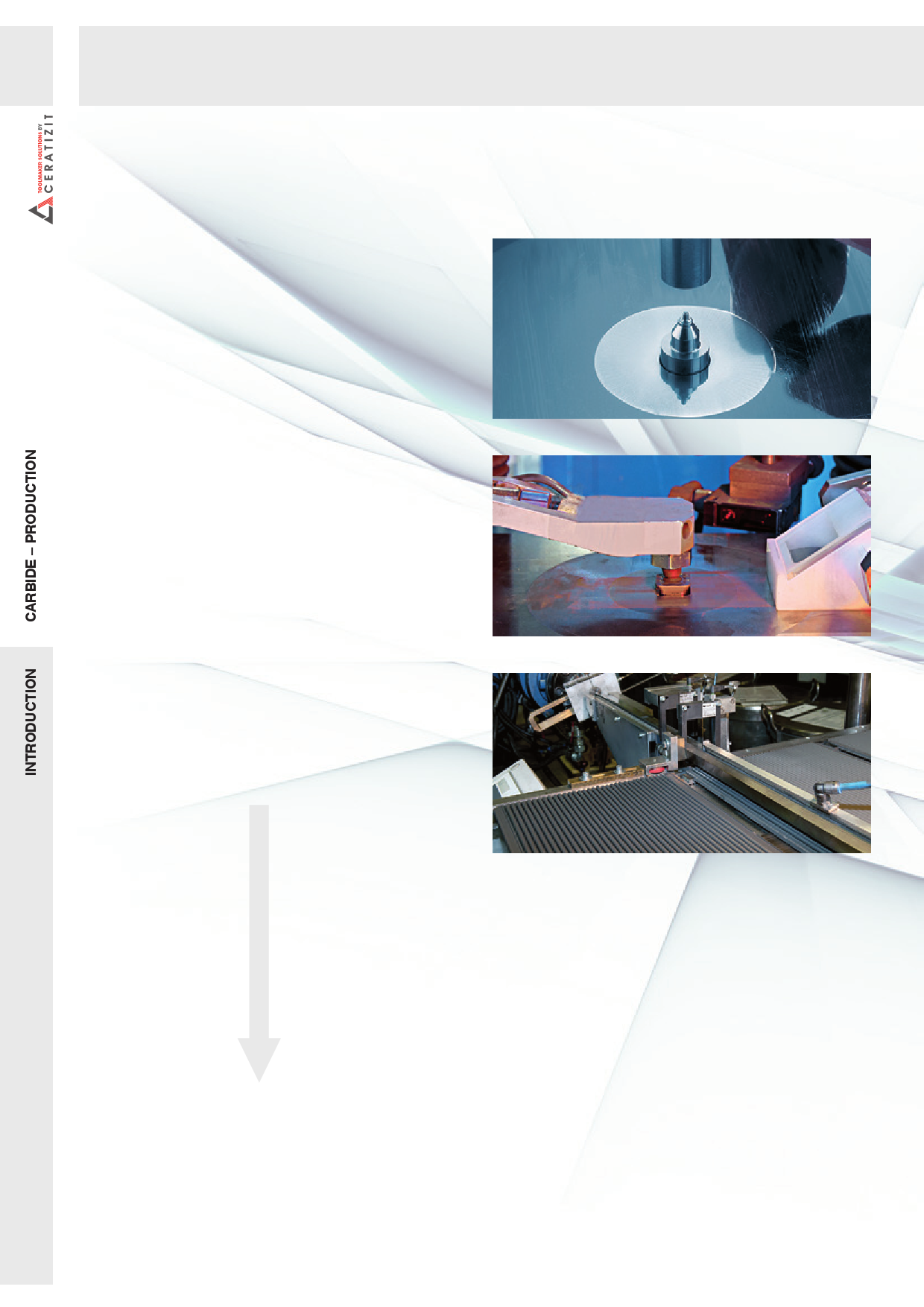
Metal forming – pressing – machining
Metal forming
The objective of the forming process is to obtain a near net
shape sample. Pressing is normally carried out at room tem-
perature with pressures reaching up to several tons per square
centimetre.
There are several ways of pressing blanks:
During isostatic cold pressing the powder is filled into an elas-
tic flexible hose and pressed into a compacted form through
high liquid pressure. The powder blocks which are produced
in this way can then be processed mechanically. All common
machining methods like milling, cutting, drilling or turning may
be applied.
In uniaxial pressing the pressing tool consists of a die and an
upper and a lower punch. The carbide powder is filled into the
die and then compacted to create the so called green carbide,
which is ejected from the pressing die.
Extrusion pressing is mainly used to produce rectangular bar
or cylindrical rod, with or without axial hole(s). A plasticiser is
added to the powder. The resulting paste is pressed through
an extrusion nozzle. Before sintering, the plasticiser must be
evaporated in special drying furnaces.
Metal Injection Moulding (MIM) is a process used to produce
more complex forms which cannot be produced by direct pres-
sing. The paste preparation is similar to the extrusion process.
Pressing
info@ceratizit.su
www.ceratizit.su